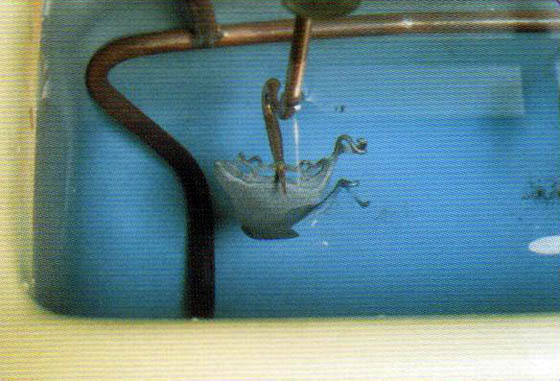
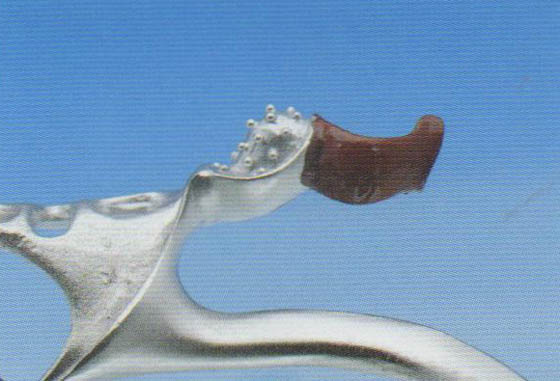
Для поліровки об’єкт фіксується в контакті до анода у ванні з рідиною для поліровки (електроліт). З підключенням електричного струму з поверхні каркаса виділяються іони металу, які переходять до катода. Таким чином, виходить світла, дещо блискуча металева поверхня. Високі краї і кути через підвищення електричного поля зношуються і округляються більше. Незначне зношування матеріалу в шорстких поглибленнях вирівнює поверхні. Об’єкт, укріплений на мідному гачку або затиску, має бути повністю опущений в електролітичний розчин і не мати контакту з кільцевим катодом. При цьому каркас повинен фіксуватися на можливо рівномірній відстані від катода. Каркаси протезів верхньої щелепи встановлюються так, щоб нижня сторона дуги знаходилася паралельно до довгої сторони ванни. На кінцях кламерів, які розміщуються занадто близько до кільцевого катода, матеріал зноситься занадто сильно. Кламер виходить дуже тонким, втрачає точність прилягання і стабільність. Критичні частини каркаса можна покрити захисним лаком (наприклад, Seculac). Після електролітичної поліровки шар захисного лаку знімається, як плівка. Найефективніше прилади працюють при температурі розчину 45°С-60°С. При холодному розчині результат буде незадовільним.
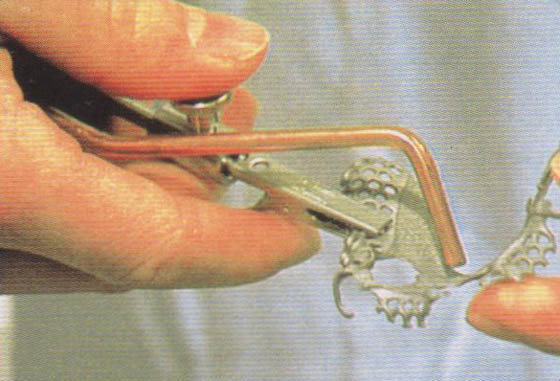
Електролітична поліровка в жодному разі не є вирішенням проблеми точного припасування через зношування матеріалу. Тугі кламери, що щільно прилягають, повинні підганятися цілеспрямовано. Бажаний блиск досягається не завжди, але повторення процесу поліровки не рекомендується. Матові ділянки можна обробити тупим шаровим бором.
Зношування матеріалу під час електролітичної поліровки
| час/ хвилини | Температура рідини 25°С | Температура рідини 50°С |
| 4 | 0,01 мм | 0,02 мм |
| 6 | 0,04 мм | 0,05 мм |
| 8 | 0,06 мм | 0,08 мм |
| 10 | 0,09 мм | 0,10 мм |
| 12 | 0,10 мм | 0,12 мм |
Апарат – Eltropol Sl , рідина – Wirolyt

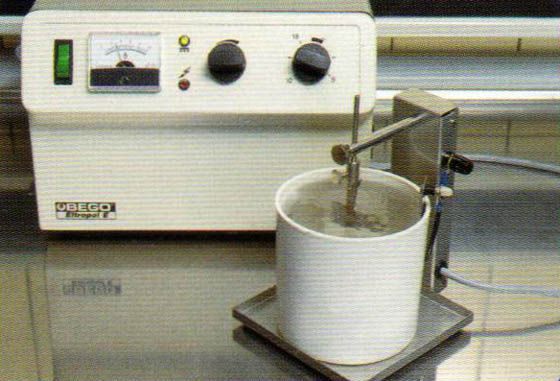
Не всі апарати мають ванни з нагрівом. У таких апаратах розчин можна нагрівати до бажаної робочої температури, якщо туди помістити старі ливарні конуси. Але при цьому електроліт швидше насичується. Температура самого об’єкту теж впливає на результат: якщо каркас безпосередньо перед електрополіруванням нагрівати під гарячою водою і помістити в розчин, то це покращить блиск. Для часткових бюгельних протезів сила струму складає 4-5А, для великих литих базисів – біля 6А. Для дуги нижньої щелепи достатньо приблизно 4А.
У апараті Eltropol Sl електрична сила струму регулюється 3-мя ступенями (слабкий, середній і сильний) автоматично, незалежно від кількості каркасів. Це гарантує необхідну електричну щільність, не вимагаючи довгого додаткового налаштування. Нижня сторона каркасів верхньої щелепи повинна, як негатив, точно повторювати рельєф поверхні слизової оболонки порожнини рота. Надмірне електрополірування призводить до утворення борозенок на поверхні каркаса і порушує рельєф слизової оболонки. Більш рівномірний результат досягається автоматичним рухом об’єкту в апараті Eltropol Sl. Апарат оснащений міцним катодом із сталевого нержавіючого листа.
Нікельовані мідні катоди збагачують електроліт виділеннями міді. Це веде до пониження дії електроліту і зменшення терміну його дії. Важливо, щоб не виникало різких перепадів температури електроліту. Для усіх апаратів діє правило: не перевищувати температуру вище 65°С. Інакше електрична провідність рідини сильно падає, і бажаний ефект блиску не досягається. Якщо в приладі одночасно встановлюються декілька об’єктів, то треба збільшити силу струму.
Під час переміщення іонів металу від анода (+) до катода (-) з каркаса відбувається зношування матеріалу. В електроліті він у вигляді нерозчинної солі осідає на дно. Іони кобальту виділяються в розчин швидше, ніж іони стійкого до корозії хрому. Виділені частки осідають в електроліті, який внаслідок цього з часом втрачає свою властивість. Тривала дія залишкової пульсації випрямленого струму викликає утворення згаданих борозенок. Через ефект перекриття струм не досягає глибоких ділянок піднебіння, і тут не відбувається зрівнювання поверхні; метал у цих місцях залишається, як правило, матовим. У цьому випадку можна встановити додатковий катод. Його ставлять до найглибшого місця піднебіння, не торкаючись каркаса бюгельного протеза.
Матова, недостатньо блискуча поверхня рельєфної дуги бюгельного протеза верхньої щелепи обережно дороблюється тупим, шаровим бором з твердого сплаву. Робота ведеться коловими рухами, без сильного тиску. Якщо ефект блиску слабшає, то електроліт потрібно замінити.
| Насичений електроліт не повинен потрапляти в каналізацію! В одному літрі знаходяться приблизно 30 гр. іонів важких металів; нейтралізація буде недостатньою. Електролітичні розчини вважаються специфічними відходами, які приймають на утилізацію спеціальні установи. Основний компонент розчину, що містить сірчану кислоту, – це етиленгліколь. |
