Оксиди і пакувальна маса на поверхні каркаса можуть усуватися вручну або автоматичною піскоструминною обробкою. Для цього застосовується оксид алюмінію зернистістю в 250 μм, з робочим тиском 4-6 бар для ручної і 5-6 бар для автоматичної обробки. Для очищення критичних ділянок, таких як внутрішні поверхні плечей розподілення зміщення, рекомендується зернистість у 110 μм. Підвищене зношування матеріалу виникає особливо при автоматичній піскоструминній обробці з 250 μм під великим тиском. Якщо для автоматичної обробки є менше трьох об’єктів, до них рекомендується додатково покласти старі ливарні конуси. Це допоможе уникнути неточностей у приляганні через шорсткість і зношування матеріалу. Необхідно врахувати, що нові сопла мають велику потужність. Тверді металеві насадки з тетраборкарбонату подовжують термін їх експлуатації. Зношені сопла повинні своєчасно замінюватися. Чим менше відстань до об’єкту, тим більше сила дії на об’єкт і зношування матеріалу. Ділянки, прикриті ливниковими каналами, обробляються цілеспрямовано. Ливникові канали обрізують тільки після піскоструминної обробки. Металевий каркас ретельно контролюється на залишки оксидів. Важкодоступні місця, наприклад, під оклюзійними накладками, вимагають особливої уваги.

| Заходи безпеки: Дотримуйте національні правила з техніки безпеки!
Пил пакувальної маси містить кварц і кристобаліт. Для піскоструминної обробки неодмінно користуйтеся апаратами з інтегрованими тонкими фільтрами або з центральною витяжкою. Існує небезпека силікозу, тому треба користуватися дихальною маскою з підвищеною фільтрацією. При прибиранні місць з піскоструминними апаратами пил усувають вологим способом! |
Вимоги до відлитого об’єкту
- Незначне утворення оксиду, жодної реакції з пакувальною масою
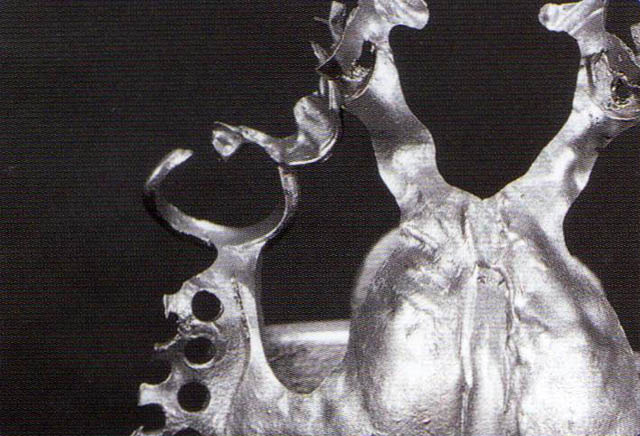
- Повністю відлитий каркас – без дефектів і усадкових раковин
- Гомогенний, без наявності порожнин і усадкових раковин
- Без напруги і перекошувань
- Гладка поверхня, жодних шорсткостей
