
У високочастотній (вч) або середньочастотній (сч) ливарній установці можна швидко розплавити CoCr-сплав. Ливарні установки оснащені інфрачервоним сенсором. Регулятор встановлює і утримує необхідну температуру. Циліндри сплаву повинні заздалегідь прогріватися. Інфрачервоний сенсор сприймає теплове випромінювання (інфрачервоне випромінювання) сплаву і перетворює його на електричний сигнал. Цей сигнал порівнюється з величиною, встановленою на шкалі регулятора. Величина інфрачервоного випромінювання відрізняється від сплаву до сплаву. Тоді як інфрачервоний сенсор контролює встановлену температуру попереднього прогрівання сплаву, зубний технік дістає для литва опоку з муфельної печі. Попереднє прогрівання сплаву (імпульсний цикл) рекомендується також для повторного відливання металевих циліндрів. Попереднє прогрівання при константній температурі вирівнює відмінність в об’ємі ливарних конусів і циліндрів нового сплаву. Момент литва досягається за декілька секунд без небезпеки часткового перегрівання.
При попередньому прогріванні сплаву процес плавлення стає регульованим, що дозволяє максимально скоротити час затримки литва. Загальний процес плавки, за наявності звичайної кількості металу, триває не більше 60 секунд.
Стійкі генератори мають достатню потужність для всіх процесів плавлення. CoCr-сплави відливаються при найвищій температурі нагріву з оптимальною пусковою швидкістю розгону плеча відцентрового апарату. Правильне розташування тигля в мідній котушці слід постійно контролювати.
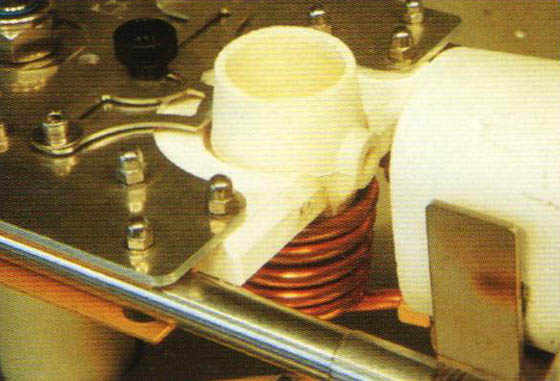
Змінний струм створює в котушці силове магнітне поле, яке завдяки індукованим вихровим потокам нагріває електропровідний CoCr-сплав. Для того, щоб мідна котушка через сильне магнітне силове поле не розплавилася, вона охолоджується водою. Керамічні тиглі пропускають магнітні силові хвилі, які діють безпосередньо на металеві циліндри. Індукційний струм, що проходить через сплав, швидко розплавляє його.
