Заповнення форми пакувальною масою
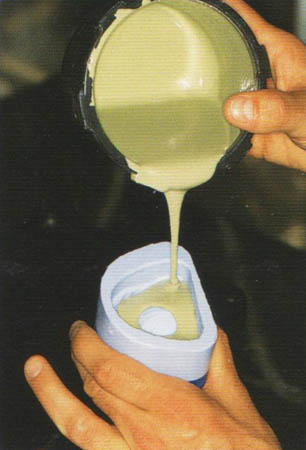
Форми знімаються з вібростолика відразу ж після заповнення пакувальною масою. Модель твердне на достатній відстані від вібростолика щоб уникнути утворення тріщин. Якщо силіконові форми тверднули під тиском, то треба простежити, щоб дублікат-моделі теж ставилися під тиск. Тільки після повного затвердіння пакувальної маси (приблизно 40 хвилин) дублікат-моделі можна виймати з форми. Дублюючий гель надрізають навколо цоколя шириною приблизно в 1 см і видаляють. Надріз робиться тільки уздовж цоколя моделі! Якщо на поверхні обрізаного гелю не видно тонкого шару пакувальної маси, то пакувальна маса затверділа повністю. Заповнені пакувальною масою форми з гелю не можна залишати на тривалий час (наприклад, на ніч), інакше з них буде дуже важко витягнути модель. Залишки гелю на поверхні моделі не дозволяється змивати водою.
Просушування
Дублікат-моделі, зроблені у формі з гелю, зазвичай ставляться для просушування на 45-60 хвилин у шафу для просушування з температурою 250°С.
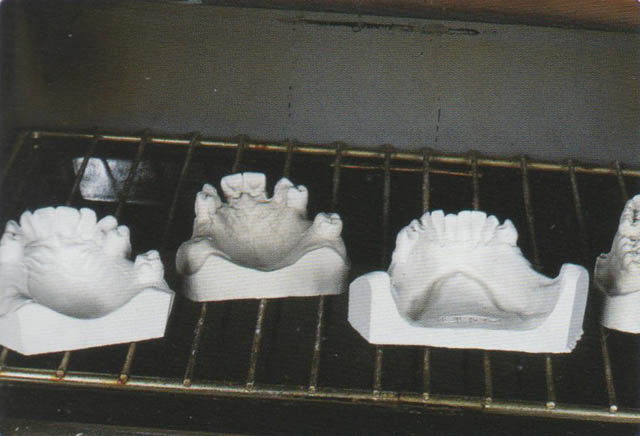
Але вони можуть просихати і повільно – при температурі 70°С-80°С. Перед зануренням у закріплювач температура в шафі приблизно на 15 хвилин збільшується до 250°С. Альтернативно цьому можливе поступове просушування моделей.
При цьому методі через 30 хвилин температура від 100°С підвищується до 220°С і тримається 30-45 хвилин. Після того, як волога повністю випарується, моделі набувають дещо коричневого забарвлення. На процес просушування впливають численні чинники, і немає ніякого однозначного рецепту для ідеальної установки температури та часу. Чим більше моделей знаходиться в шафі для просушування, тим довший час просушування. Високі моделі краще ставити на верхню полицю шафи.
Затвердіння
З шафи для просушування, нагрітої до температури 250°С, повністю висушені дублікат-моделі виймаються і опускаються (спеціальними щипцями) на 5-8 секунд у занурювальний закріплювач.

Модель під час занурення треба рухати, щоб закріплювач міг проникнути в неї рівномірно. Щоб уникнути надлишку закріплювача, особливо на моделях верхньої щелепи, моделі з рідини виймаються дуже повільно. Надлишки закріплювача на дублікат-моделях призводять до утворення бахроми на ливарному об’єкті. Щоб уникнути цього моделі ставляться ще раз на 5-10 хвилин у шафу для просушування. Витрачений закріплювач треба вчасно доливати, а кожні 2-3 місяці замінювати та усувати згідно інструкції. Закріплювачі, що містять розчинники (бутилацетат), повинні зберігатися добре закритими.
Для сушки і затвердіння моделей обов’язково потрібна витяжка. Занурення моделей для затвердіння у віск – процес більш трудомісткий і, через небезпеку травми при роботі з гарячим рідким воском, від нього взагалі краще відмовитися.
Дублікат-моделі, отримані із силіконових форм, повинні просушуватися приблизно 5-10 хвилин, при температурі 70°С. Якщо дозволяє час, то можна просушувати моделі близько 1 години на повітрі. Потім поверхню моделі покривають на відстані приблизно 20 см рівномірним, тонким шаром Durofluid (спрей). При цьому неодмінно треба включати витяжку! Не рекомендується проводити загартування моделей методом занурення: можливі розводи або осад закріплювача, що залишився, можуть зіпсувати гладку поверхню.
