Вступ

Каркаси зубних протезів моделюють на робочій моделі з воску або спеціальної пластмаси. Найбільш економічний і, відповідно, найбільш часто вживаний метод виготовлення цих індивідуальних каркасів з металу – литво. Виготовлені з воску або моделювальної пластмаси каркаси фіксують у термостійкій формувальній суміші, що не згорає.

Допоміжні матеріали виплавляються і згорають у процесі попереднього нагріву ливарної форми в муфельній печі. Завдяки цьому у формувальній масі утворюється порожнина, що відповідає оригіналу, в яку заливають вибраний для виготовлення зубного протеза сплав.
1 Плавка ливарних сплавів
Для литва сплав необхідно розплавити. Це треба робити як можна обережніше, поступовим рівномірним нагрівом. Температура нагріву, при якій сплав починає плавитися, називається «Точка солідус». При подальшому нагріві сплав розріджується все більше, до розплавлення останніх зерен кристалів, і стає рідким. Цей момент позначається як «точка ліквідус».
Проте для досягнення оптимальної текучості і як можна більше дрібнозернистої структури, сплав перед литвом має бути перегрітий.

Стан сплаву між точкою ліквідус і точкою заливки називається «Рідкий розплав».
Точка заливки не може бути перевищена, інакше розплав надмірно перегрівається і при його охолодженні в кристалічній структурі литва виникають лейцити. Це призводить до утворення грубих дендритних структур у відлитому каркасі. Необхідно взяти до уваги, що при плавленні металу точка заливки має бути витримана як можна точніше. Тільки тоді гарантоване отримання чистої структури оптимальної консистенції у відлитому металевому каркасі.
1.1 Плавка відкритим полум’ям
Одна з можливостей розплавити сплав – це використання відкритого полум’я. У цьому випадку застосовують гомогенну газову суміш пропану і кисню.
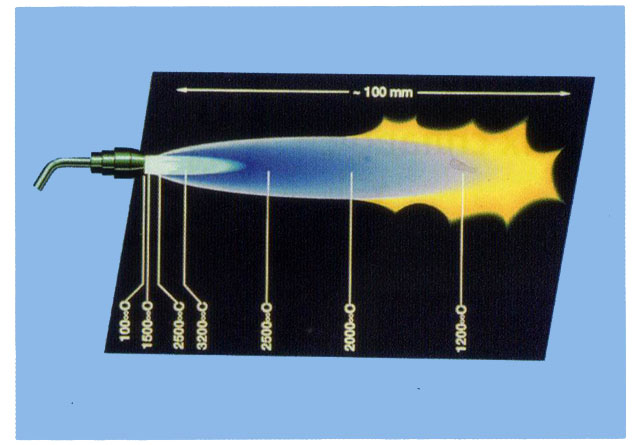
Полум’я, що виходить з сопла плавильного пальника, має бути забарвлене в синій колір і мати форму витягнутого диска. Газово-киснева суміш при згоранні дає настільки високу температуру (= 3000°С), що усі домішки без залишку згорають в ядрі полум’я і не відбувається навуглецювання металу, що розплавляється.
1.2 Плавка в печах нагріву електроопором
Нагрів здійснюється завдяки опору нагрівальної провідникової котушки при проходженні електричного струму. Нагрівальна котушка охоплює знизу приймальний лоток, в який вставлений тигель з розплавом. Тепло нагрітої котушки передається на тигель і сплав. Регулюють температуру за допомогою термоелемента.
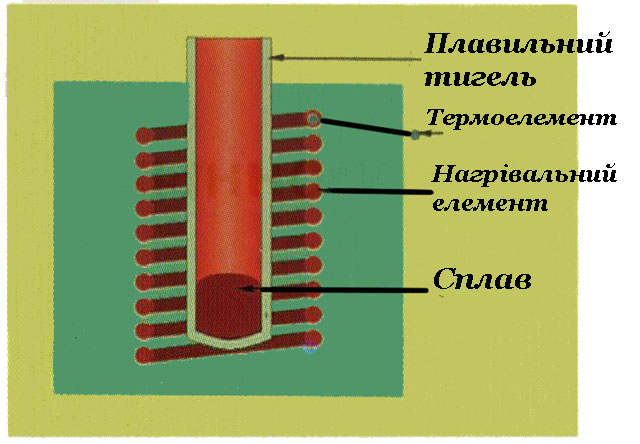
На противагу плавці відкритим полум’ям, у цьому випадку литво може бути проведене при регульованій температурі. Теплова енергія, що виробляється нагрівальною провідниковою котушкою, повинна впливати на центр тигля із сплавом. У центрі тигля розплав має досягати температури заливки для забезпечення оптимальних ливарних властивостей.
При перенесенні тепла нагрівальної котушки до центру сплаву, що розплавляється, виникають втрати тепла, які необхідно компенсувати до досягнення температури ліквідус (t°n) сплаву.
Приклад:
- температура ліквідус сплаву (t°n) – 1050°С
- втрати тепла при перенесенні – 130°С
- температура литва – 1180°С
Втрати тепла при перенесенні складають приблизно 130-150°С. Ця різниця температури обов’язково має приплюсовуватися до t°n для встановлення правильної температури в ливарній установці.
Температуру литва встановлюють у терморегуляторі індивідуально для кожного сплаву.
1.3. Плавка в індукційних печах
Електропіч працює за принципом трансформатора, в якого первинною обмоткою є індуктор, що охолоджується водою, а вторинною обмоткою і одночасно навантаженням – метал, що знаходиться в тиглі. Під час процесу литва індукційну котушку охолоджують рідиною для запобігання згоранню.
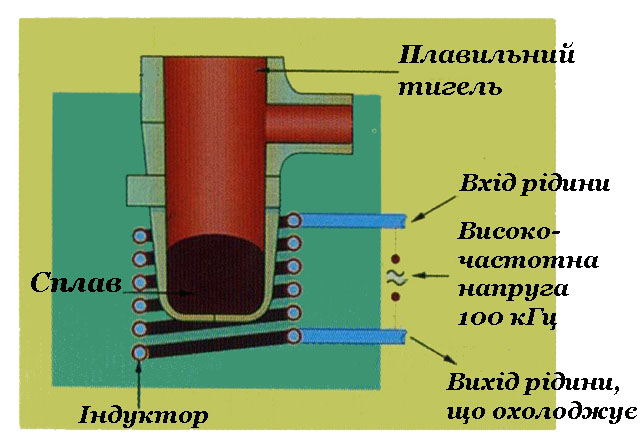
Через напругу високої частоти з індукційної котушки усередині керамічного або графітового тигля виникають вихрові потоки і змінне магнітне поле нагріває сплав і призводить до його плавлення.
1.4. Плавка в дугових печах
Електрична дуга виникає між двома електродами з постійним струмом. Анод (негативний електрод) має водяне охолодження і виготовлений з вольфраму. Це рухома конструкція при плавці. Катод (позитивний електрод) знаходиться в основі тигля. Під час процесу плавки обидва електроди зближуються до тих пір, поки між ними не виникає електрична дуга постійного струму і сполучає їх.
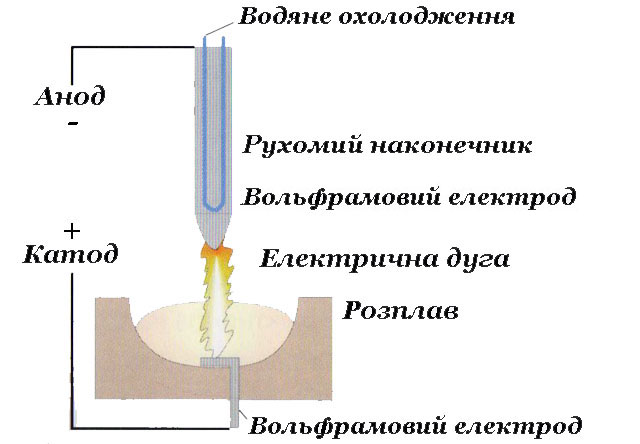
Ця електрична дуга має температуру = 4000°С і може створювати небезпеку перегрівання розплаву.
При цьому контрольоване і повторюване розплавлення сплаву неможливе. Цей метод непридатний для плавки благородних сплавів, оскільки у відливку утворюється велика кількість дендриту і крихких структур.
2 Порівняння способів литва
Для заповнення ливарної порожнини розплавом у зубопротезній техніці застосовують два способи литва: відцентрове і вакуумне.
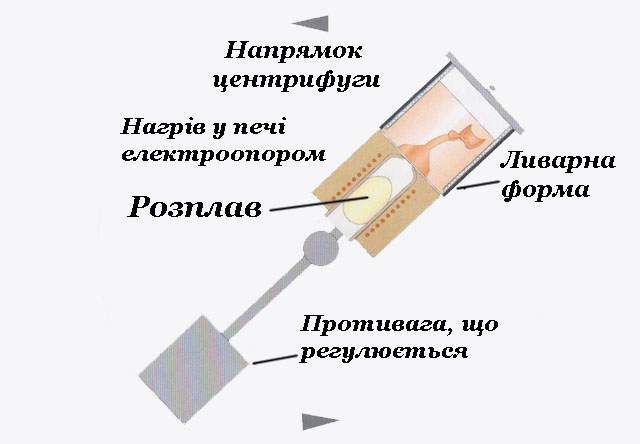
2.1 Відцентрове литво
При цьому способі литва сплав може бути розплавлений за вибором: відкритим полум’ям, у печі електроопору, індукційним або дуговим нагрівом.

Коли сплав розріджений і досягнута необхідна температура литва, він заповнює ливарну порожнину під впливом відцентрової сили. Ця сила діє на розплав з боку центрифуги при активуванні руху приводу кронштейна. Обертання центрифуги відбувається в горизонтальній площині.
2.2 Вакуумне литво
Вакуум, створений для плавлення, виконує важливі функції:
- при плавці він перешкоджає утворенню оксидів
- полегшує визначення моменту литва.
- зменшує тиск усередині порожнини форми, що дозволяє пролитися найтоншим деталям. Сплав витікає безпосередньо з гарячої зони тигля в опоку.

Для вакуумного литва підходять тільки закриті процеси плавки з використанням печей нагріву опором або індукційного нагріву.
Плавлення у вакуумі не підвищує якість відливання. З цієї причини попереднє прогрівання сплаву проводять без вакууму, створюючи його тільки під час основної плавки і заливки після досягнення температури литва.
Вакуум створює розрідження повітря в ливарній порожнині, зменшуючи опір повітря для заповнення її розплавом у процесі литва.
Внаслідок цього розплав заповнює близько 90% ливарної порожнини під дією вакууму і сили тяжіння. Проте вакуум – це повністю безповітряний простір, а розріджений повітряний простір не є вакуумом. З цієї причини потрібний тиск не менше 2,5 бар, щоб втиснути розплав у ливарну форму для заповнення інших приблизно 10% порожнин, в які він не увійшов під дією вакууму і сили тяжіння.
Сила тиску, що додається, для ущільнення сплаву має складати (залежно від величини форми) від 3,0 до 3,2 бар і діяти від 60 до 90 секунд.
Дослідження показали, що каркаси бюгельних протезів, відлиті під вакуумом, мають більш дрібнозернисту структуру, ніж каркаси, відлиті на високочастотних індукційних відцентрових апаратах.
За матеріалами посібника: «bredent – техніка литва за Sabath»
