
Особливість виготовлення штамповано-паяних ортопедичних конструкцій полягає передусім у тому, що вони самі по собі є «особливими». На відміну від інших мостовидних конструкцій вони виготовляються по частинах: спочатку виготовляються штамповані опорні коронки, потім після їх припасування в ротовій порожнині, знімається разом з ними відбиток, за ним відливається модель, на якій проводиться моделювання проміжної частини мостовидного протеза.
Особливість моделювання проміжної частини штамповано-паяного мостовидного протеза полягає в тому, що лише надаються контури штучних зубів, бо функціональність і естетика в цих ортопедичних конструкціях знаходяться на останньому місці, головне тут – жовтий колір зубів, що намагається імітувати «золото». Звучить дещо глузливо, проте, якщо розібратися, так воно і є, враховуючи якість литва подібних конструкцій, де на першому місті стоїть його дешевизна, а вже точно не прецизійність.
Зазвичай для моделювання проміжної частини штамповано-паяного мостовидного протеза використовують спеціальний моделювальний віск («синій віск»).
І це в кращому випадку, адже для цієї мети можна використовувати і залишки базисного воску, які взагалі слугують для зовсім інших цілей, проте, враховуючи якість литва… підійде і базисний віск.
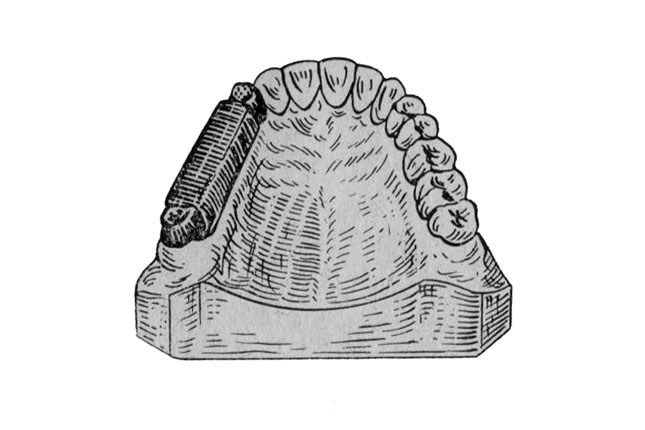
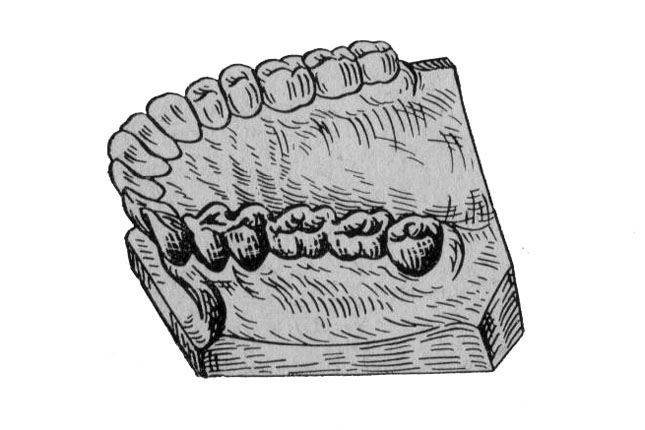
Отже, відрізавши за довжиною необхідну кількість із прямокутної заготовки моделювального воску, припасовують її до штампованих коронок зафіксованих на гіпсовій моделі:
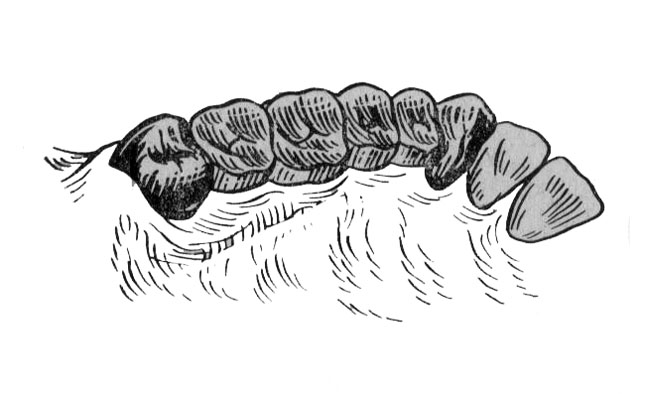
Після цього на воску наносять контури майбутніх штучних зубів, орієнтуючись на зуби-антагоністи (за їх наявності):
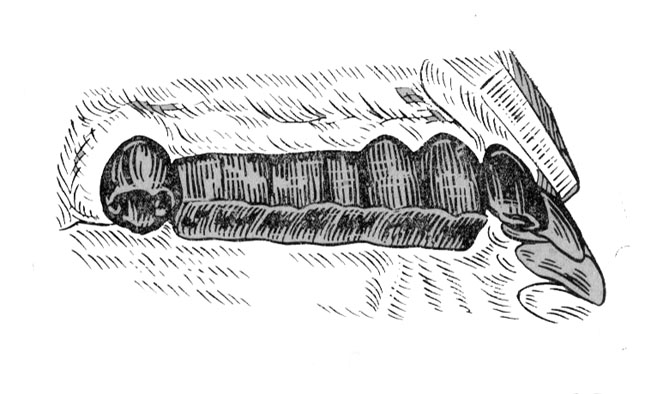
Створення промивної форми:
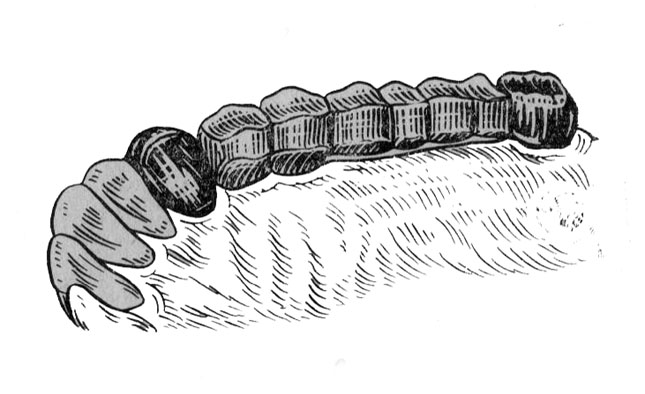
Змодельована проміжна частина:
Після цього змодельована проміжна частина знімається з моделі і передається в ливарну.
Після отримання відлитої проміжної частини її припасовують за допомогою металевих фрез до штампованих коронок, що залишилися на моделі, стежачи, щоб місця пайки (майбутнього розміщення припою) були ретельно зачищені. Окрім того, має значення ширина зазору між штампованими коронками і проміжною частиною, яка повинна бути в межах 0,3-0,5 мм. При меншому зазорі можливе не проливання припою, при більшому – деформація мостовидного протезу під час охолодження після паяння. Якщо так сталося, що ширина зазору виявилася більшою, тоді в ньому розміщують зачищені з обох боків обрізки гільз, тим самим зменшуючи ширину зазору.
Закінчивши зачищення контактних поверхонь, з’єднують проміжну частину зі штампованими коронками за допомогою липкого воску і загіпсовують у гіпсовий блок таким чином, щоб залишилося лише вільним місце, де буде проводитися пайка. Паяння також можна проводити й на моделі за умови, якщо в опорних коронках буде гіпс, а проміжна частина буде надійно закріплена на ній.
Процес паяння полягає в прогріванні полум’ям паяльного апарату (до почервоніння) проміжної частини і нанесенні припою на підготовлені для цього місця. Під час нагрівання на металі природно виникає окисна плівка, що перешкоджає утворенню паяного шва, тобто з’єднання частин протеза, що спаюють. Для запобігання утворення окисної плівки застосовується бура, яка наноситься на розігріті поверхні, що підлягають спаюванню, безпосередньо перед нанесенням припою.

При нагріванні більше 500°С бура з білого кристалічного порошку перетворюється на скловидну речовину, що вкриває зачищені поверхні і перешкоджає виникненню окисної плівки.
Після нанесення бури наносять припій, що ви можете побачити на представленому відео:
Продовження:
Після паяння отримана ортопедична конструкція обробляється за загальноприйнятою методикою. При потребі (як свідчить практика, така потреба виникає практично завжди) наноситься «косметичне» напилення, і в підсумку отримуємо от таку «високо естетичну» ортопедичну конструкцію:

Звичайно, знайдеться хтось, хто буде стверджувати, що проміжну частину можна облицювати косметичним пластмасовим облицюванням як на наявному фото:

Проте, як не намагалися такі люди переконати себе і оточення, від цього штамповано-паяні конструкції краще не стануть.
За аналогією: як «Жигулі» не поліруй, від цього «БМВ» вони не стануть:


