з використанням матеріалів з пам’яттю форми
Теоретичні основи, що визначають форму обтуратора
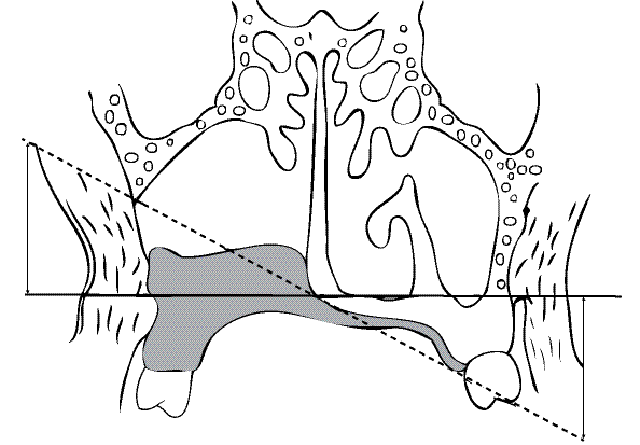
На нашу думку, обтуральна частина протеза має бути не лише пустотілою, але і максимально заповнювати опорну площу дефекту. Один з чинників зниження ефекту її відвисання внаслідок ваги – максимальне використання кісткових ділянок анатомічної ретенції в ділянці дефекту, основними з яких є піднебінні відростки, основа альвеолярних відростків, горби верхніх щелеп, горизонтальні пластинки піднебінних кісток, латеральні стінки носової порожнини. Форма латеральної стінки обтуратора, яка формує опуклість м’яких тканин щоки, має сприяти кращій фіксації протеза і однією з обов’язкових вимог є її зворотна конусність. При цьому важливо не перекривати базисом гирло вивідної протоки привушної слинної залози, забезпечуючи вільне виділення слини в порожнину рота (мал. 1, 2).
Особливості отримання верхньощелепного відбитку при субтотальних і тотальних пострезекційних дефектах
Важливим моментом, що безпосередньо впливає на якість виготовлення ортопедичної конструкції, що відповідає вищеописаній характеристиці форми обтуральної частини, є отримання верхньощелепного відбитку дефекту. Ю. В. Аксьонов (1967) вважав складністю цього клінічного етапу протезування підвищену чутливість тканин протезного ложа на вплив механічних, термічних, хімічних подразників, складну топографію і значні розміри відсутніх анатомічних структур, що обумовлює необхідність застосування індивідуальних ложок і альгінатних відбиткових мас. Б. К. Костур із співавт. (1985) при цьому рекомендували не тампонувати дефекти до 10 мм у найбільшій проекції, а покривати 1-2 шарами вологої марлі, дефекти більшого розміру заздалегідь тампонувати, залишаючи краї вхідного отвору відкритими на 3-4 мм усередині по периметру. Ґрунтуючись на власному практичному досвіді, наводимо ряд важливих особливостей отримання відбитку дефекту після повної резекції однієї чи обох верхньощелепних кісток.

Розпочинають його з ретельного огляду верхньої, задньої, латеральних і передньої стінок дефекту з наступним, за потреби, закриттям множинних ретенційних пунктів і анатомічних отворів вологими марлевими серветками, фіксованими до шовкових лігатур, виведених через носові ходи, для профілактики їх можливого просування углиб анатомічних порожнин при компресії відбитковою масою. З підготовленої таким чином післяопераційної порожнини отримують орієнтовний відбиток стандартною ложкою, накладаючи відбиткову масу на латеральній стороні дефекту з надлишком, з метою створення тиску останньої і виправлення деформації щоки і верхньої губи.
Відливають гіпсову модель і виготовляють індивідуальну ложку для отримання робочого відбитку, що використовуватиметься у виготовленні остаточного протеза. Отримання відбитку в цих клінічних ситуаціях часто ускладнене через обмежене відкривання рота внаслідок післяопераційної рубцевої контрактури і постпроменевої запальної контрактури жувальних м’язів. Проте необхідність відзняти післяопераційну порожнину на всю глибину, зважаючи на всі ретенційні пункти, диктується необхідністю виготовлення високої обтуральної частини, що служитиме в наступному лікувальним апаратом для механотерапії.
Через це при отриманні робочого відбитку ми рекомендуємо в доповнення до нанесення відбиткової маси на індивідуальну ложку проводити попереднє промазування стінок і дна дефекту, використовуючи альгінатні відбиткові матеріали, а у випадках відсутності кісткових стінок з латерального боку дефекту проводити функціональне оформлення країв базису протеза з використанням функціональної проби на герметичність.
Суть способу заміщувального протезування субтотальних і тотальних верхньощелепних пострезекційнх дефектів
На 15-30-й день після проведення оперативного втручання – видалення правої і лівої верхньощелепних кісток, зменшення запальної реакції і очищення поверхні рани прибирають тампонаду дефекту, що утворився, і отримують орієнтовний відбиток дефекту еластичною відбитковою масою за допомогою стандартної відбиткової ложки, після попередньої тампонади носових ходів. Виготовляють гіпсову модель і по ній індивідуальну ложку з акрилової пластмаси, що дозволяє відзняти внутрішній рельєф дефекту. Повторно тампонують вологими марлевими серветками носові ходи з боку дефекту і за допомогою індивідуальної ложки, а також пальцьового масажування щічних ділянок і функціональних проб на герметичність, еластичною відбитковою масою отримують функціонально оформлений відбиток верхньощелепного дефекту.
Виготовляють робочу модель з високоміцного гіпсу. Розмічають межі базису верхньощелепного протеза-обтуратора, перекриваючи краї дефекту по всьому колу, углиб дефекту з покриттям зон заглиблень і ділянок анатомічної ретенції так, щоб латеральні стінки обтуратора перекривали рубцеве утворення, що сполучає слизову оболонку щоки на рівні колишнього присінку порожнини рота із зоною оперативного втручання, і мали максимально можливу висоту, покриваючи кісткові структури дна дефекту, що збереглися, і залишаючи відкритою проекцію носових ходів.
Дублюють робочу модель і виготовляють її копію з вогнетривкої маси. Моделюють металевий каркас протеза-обтуратора шляхом нанесення розігрітого воску по розмічених межах базису. Виготовляють обмежувач базису по всьому колу дефекту у вигляді смужки шириною до 2 мм і формують дугоподібні скоби в проекції вершини рубцевого тяжа з воскових заготівель завтовшки 0,3 мм, шириною 3-5 мм, заввишки 2-2,5 мм, на відстані 5-10 мм один від одного.
Створюють ливникову систему і виготовляють ливарну форму. Опоку на вібростолі заповнюють вогнетривкою масою і витримують до повного затвердіння. Виплавляють віск при температурі 300°С впродовж 30 хвилин, ливарну форму прожарюють до температури 950°С впродовж 30-40 хвилин, після чого температуру збільшують до 1230-1250°С на 20-30 секунд, проводять плавку ливарного стоматологічного сплаву на основі нікеліду титану «Титанид» і обертають усю систему тигля з опокою. Під дією відцентрової сили розплавлений метал заповнює опоку, сприяючи отриманню однорідної структури відливку завдяки його рівномірному ущільненню за всім об’ємом. Після закінчення литва опоку охолоджують до кімнатної температури, відливок видаляють з опоки, очищають у піскоструминному апараті, зрізають ливники. Нікелід-титановий каркас піддають хімічній поліровці в суміші азотної, плавикової кислот і води (у співвідношенні 4:1:4), з наступним припасуванням у ротовій порожнині.
Металевий каркас з боку з’єднання з пластмасовою частиною протеза вкривають спеціальним лаком, що виключає просвічування металу через пластмасу (наприклад, «Коналор»), після чого на ньому формують воскові оклюзійні валики.
Металевий каркас з оклюзійним валиком вводять у порожнину рота пацієнта і визначають положення верхньої губи, корекцію положення якої виконують, додаючи або видаляючи віск на вестибулярну поверхню. Визначають висоту валика в передній ділянці, враховуючи те, що його край повинен знаходитися на рівні нижнього краю верхньої губи або виступати з-під нього на 1,0-1,5 мм. Далі визначають висоту нижнього відділу обличчя при положенні нижньої щелепи в стані фізіологічного спокою. На обличчі хворого позначають дві точки: одну – вище, другу – нижче за ротову щілину. Відстань між точками вимірюють за допомогою спеціально підготовленого циркуля і фіксують на восковій пластині. Верхньощелепний оклюзійний валик припасовують до нижнього зубного ряду так, щоб при змиканні відстань між відміченими точками була менше, ніж у стані фізіологічного спокою, на 2-3 мм. На валик наносять технічні лінії для постановки фронтальних зубів – серединна лінія, лінії іклів і посмішки.
Прилаштований таким чином верхньощелепний оклюзійний валик з нікелід-титановим каркасом видаляють з ротової порожнини, оклюзійну поверхню валика розігрівають над полум’ям спиртівки і покривають дрібнодисперсним абразивом — кварцовим піском. Підготовлений таким чином оклюзійний валик вводять у порожнину рота пацієнта і просять його виконати різні жувальні рухи, при яких відбувається процес притирання воскоабразивної оклюзійної поверхні валика до нижнього зубного ряду. Макро- і мікронерівності згладжуються, а структура оклюзійної поверхні приводиться у відповідність з характером рухів нижньої щелепи і індивідуальними особливостями жувального апарату.
Сформований оклюзійний валик є макетом індивідуальної оклюзійної площини і орієнтиром для постановки зубів у трьох взаємно перпендикулярних площинах. Потім з базисного воску формують пластинку у вигляді кришки, закриваючу проекцію піднебінної частини протеза, і закріплюють її по внутрішніх краях оклюзійних валиків розігрітим воском. Металевий каркас з оклюзійним валиком і склепінням піднебіння вводять у порожнину рота пацієнта і просять його виконати різні мовні тести.
Періодично виймаючи і розігріваючи піднебінну частину конструкції, функціонально фонетично моделюють необхідну форму і рівень склепіння піднебіння, що забезпечує максимальне відновлення мовної функції. Після визначення і фіксації центрального співвідношення системи кісток середньої зони обличчя, що залишилися, (що є складовою частиною протезного ложа) і базису верхньощелепного протеза-обтуратора, з нижнім зубним рядом нікелід-титановий каркас з верхньощелепним восковим макетом і нижньощелепну гіпсову модель фіксують в анатомічному артикуляторі, далі проводять постановку штучних пластмасових зубів.
Моделювання наделастичних дротяних фіксуючих елементів – кламерів, за наявності таких в ортопедичній конструкції, виконують методом високотемпературного формування з нікелід-титанового дроту Ø 0,7-1,0 мм шляхом вигинання при локальному нагріві над полум’ям спиртівки до 450-500ºС (температури, що упорядковує кристалічну структуру матеріалу в зоні, що деформується, і достатньої для «запам’ятовування форми») з наступним швидким охолодженням у холодній воді, хімічною обробкою і поліровкою. Контроль температури нагріву здійснюють візуально по зміні кольору дротяного елементу до темно-вишневого. Далі поміщають виготовлені таким чином кламери у воскову репродукцію протеза.
Заміну воскової репродукції протеза на пластмасу проводять за класичною методикою. Після полімеризації, проводять шліфування та полірування протеза з наступним припасуванням у ротовій порожнині.
Автори:
- В. Г. Галонський, д. м н., доцент, завідуючий кафедрою-клінікою ортопедичної стоматології;
- А. А. Гантімуров, к. м. н.;
- В. Е. Гюнтер, д. т. н.;
- А. А. Радкевич, д. м н., професор кафедри-клініки стоматології
